In the injection molding process, there’s a critical factor known as “injection molding back pressure.” It directly influences the quality of the final product and production efficiency. In this post, we’ll explore what injection molding back pressure is, discover the impact on the molding process, understand injection molding back pressure purpose, discover how to set proper injection molding back pressure, and learn the impact of improper injection molding back pressure on molded parts.
What is Injection Molding Back Pressure?
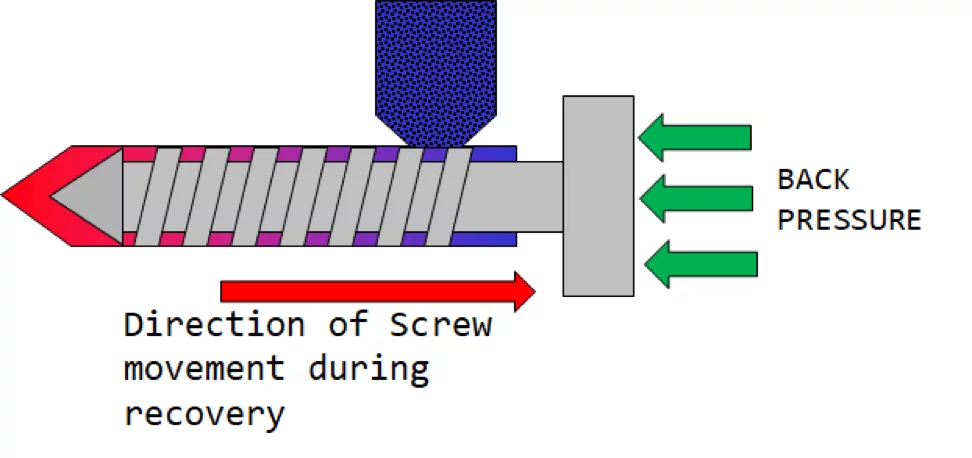
Injection molding back pressure, also referred to as plasticizing pressure, is the resistance encountered by the injection screw as it performs its critical role in the plasticization process. It’s defined as “the resistance of the screw to recover as the metering section pumps molten plastic through the non-return valve to the front of the screw.” In simpler terms, it’s the force created as the molten plastic is mixed and pushed forward, pushing back against the injection screw.
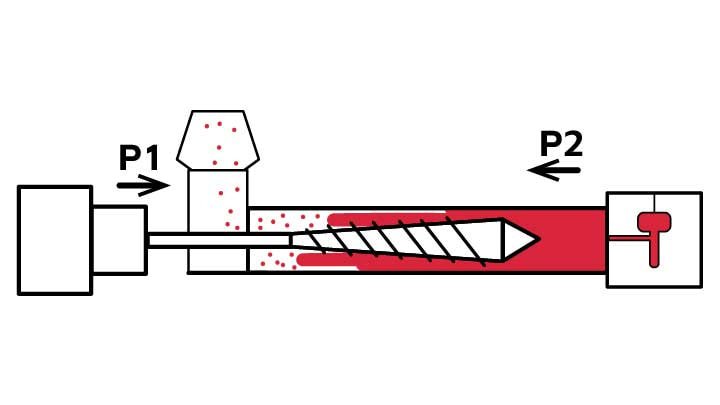
Diagram illustrating backpressure. P2 indicates the pressure exerted by the melt on the screw. P1 is the backpressure applied.
How Does Back Pressure Affect the Injection Molding Process?
Back pressure is the resistance exerted on the back of the screw (screw retraction) during the plasticizing process. It is the core of the injection molding process and has a great relationship with the progress of the injection molding process. Screws play a big role in this process. The screw does most of the work in the process, especially in terms of its movement. Back pressure affects the entire injection process by affecting the screw.
Back Pressure Affects Screw Rotation Speed
Think of the screw as a revolving component, typically spinning at a rate of 20 to 60 revolutions per minute (rpm). This speed varies depending on the plastic’s characteristics and the specific process. The higher the screw speed, the greater the back pressure.
Back Pressure Affects Shot Size
The amount of material injected (shot size) is determined by the size of the injection chamber, regulated by a limit switch controlling how far back the screw travels. High back pressure increases shot size.
Back Pressure Affects Melt Temperature
Injection molding back pressure does not raise the melt temperature. However, the melt temperature will increase with the increase of the screw speed. This is because 70%-90% of the energy needed to melt the plastic for the shot comes from the screw rotation.
In simple terms, adjusting back pressure ensures that the screw moves at the right pace, maintaining the harmony of the injection molding process.
The Benefits of Proper Injection Molding Back Pressure
Proper injection molding back pressure serves several benefits in the manufacturing process.
Effective Compaction of Molten Plastic
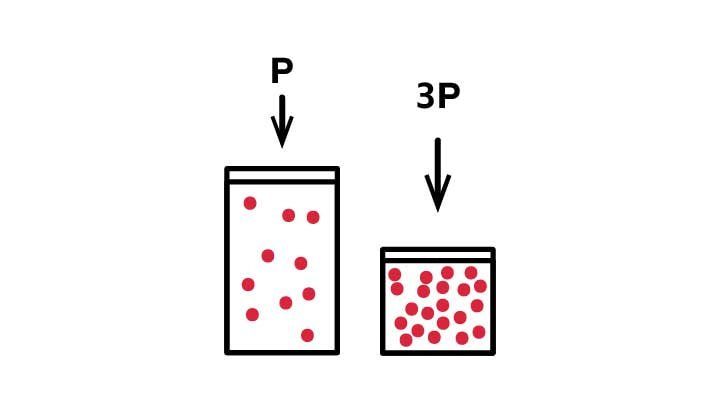
Back pressure compacts the molten material, bringing its molecules closer together. This enhances density, ensuring a uniform and high-quality product. The image below shows, that as the pressure gets increased the molecules move closer together.
Venting Trapped Air
Even with drying, air can be trapped in the melt, leading to imperfections. Back pressure aids in expelling trapped air through pressure gradients, enhancing the effectiveness of venting and preventing defects like air bubbles or voids in the finished product.
Make the Molten Material Fully Plasticized
Slow down the screw retreat speed to fully plasticize the melt in the barrel, increase the mixing uniformity of toner, color masterbatch, and melt, and avoid color mixing in the product.
Improve Molded Parts Shrinkage Control:
By controlling the movement of the plastic within the mold, back pressure helps manage shrinkage. This ensures that the final part maintains its intended dimensions, free from distortions.
Ensure Process Timing:
Back pressure is an essential timekeeper. It influences the timing of the injection molding process, ensuring that each step occurs at the right moment, contributing to precision and consistency.
Increase Melt Temperature:
Back pressure can increase the temperature of the melt, improve the plasticizing quality of the melt, and improve the fluidity of the melt when filling the mold. There will be no cold glue lines on the surface of the product.
The Impact of Improper Back Pressure
Improper injection molding back pressure can have significant consequences. Let’s explore the effects of both excessive and too-low back pressure:
Impact of Excessive Back Pressure
- The melt pressure at the front end of the barrel is too high, the material temperature is high, the viscosity drops, the backflow of the melt in the screw groove and the leakage flow in the gap between the barrel and the screw increase, which will reduce the plasticizing efficiency (plasticization per unit time) amount of material).
- For plastics (such as PVC, POM, etc.) or colorants with poor thermal stability, the temperature of the melt increases, and the heating time in the barrel increases, causing thermal decomposition, or the degree of discoloration of the colorant increases, and the surface color of the product, the gloss becomes worse.
- The back pressure is too high, the screw retreats slowly, and the pre-plastic return time is long, which will increase the cycle time and lead to a decrease in production efficiency.
- With high back pressure and high melt pressure, the nozzle is prone to melt salivation after injection. The next time the glue is injected, the cold material in the nozzle flow channel will block the nozzle or cold material spots will appear in the product.
- During the beer molding process, glue leakage from the nozzle often occurs due to excessive back pressure, which wastes raw materials and causes the heating ring near the nozzle to burn out.
- The mechanical wear of the pre-plasticizing mechanism and screw barrel increases.
Impact of Too-Low Back Pressure
- When the back pressure is too low, the screw retreats too fast, the density of the melt flowing into the front end of the barrel is small (loose), and a lot of air is trapped.
- Low back pressure will lead to poor plasticizing quality, unstable injection quantity, and large changes in product weight and product size.
- Undesirable phenomena such as shrinkage, air blooms, cold grains, uneven gloss, etc. may appear on the surface of the product.
- Bubbles are prone to appear inside the product, and the edges and bones of the product are prone to become dissatisfied with glue.
How to Set Proper Injection Molding Back Pressure
The adjustment of injection molding back pressure should depend on the performance, drying conditions, product structure, and quality of the plastic raw materials. The back pressure is generally adjusted between 3-15kg/cm³. When the surface of the product has a little air, mixed colors, shrinkage, or the size and weight of the product change significantly, the back pressure can be appropriately increased. When the nozzle leaks glue, drools, the melt decomposes due to overheating, the product changes color, or the material returns too slowly, you may consider reducing the back pressure appropriately.
Other Pressures in the Injection Molding Process
Injection molding is a cyclic process. In this process, in addition to back pressure, injection pressure, holding pressure, and clam pressure are involved. They are the important parameters for controlling product quality in the injection molding process.
Injection Pressure:
Injection pressure is the pressure of the melt acting on the head of the screw during injection molding. This pressure is crucial in ensuring the material fills the mold completely and uniformly. It impacts the flow rate and velocity of the plastic.
Click here to learn more details about injection pressure.
Holding Pressure:
Hold pressure equals 50% of injection pressure. It is the pressure applied to the material after injection to pack it into the mold and compensate for shrinkage. This pressure contributes to the solidification and cooling of the material, playing a key role in preventing defects and warping.
Clamp Pressure:
Clamp pressure is applied to the mold during the molding process. It is a measure of the force required to keep the mold closed and withstand the pressure exerted by the molten plastic material during injection.
Click here to learn more about clamp pressure.
Conclusion
In conclusion, achieving precision in the injection molding process is no small feat, and one of the key contributors to this precision is the fine-tuning of back pressure. The proper injection molding back pressure ensures that every product meets the highest standards of quality and consistency. At Zhongde, as a professional on-demand manufacturer, We strive for excellence at every stage of the injection molding process to meet our partners’ product requirements.



