
Injection molding jetting defects are a critical challenge in manufacturing. it’s a visible imperfection that leaves a squiggly trace on the surface of your finished component, usually stemming from the injection gate. In this article, we’ll primarily focus on understanding and preventing the common injection molding jetting defects.
What Is Jetting in Injection Molding?
Injection molding jetting, sometimes known as a “snake-like” pattern or worm track, is a defect in the formation of the product. It occurs during the injection molding when molten material is injected into the mold cavity and begins to solidify before fully filling the space. This premature solidification results in a distinctive snake-like appearance. Jetting is a type of distortion in the final product. It typically originates from the gate area. This pattern signals undesirable turbulence and the splitting of the flow front during the molding process. Understanding and addressing jetting is crucial for ensuring the quality and integrity of injection-molded parts.

How Does Injection Molding Jetting Affect Plastic Parts?
Injection molding jetting defects in injection molding are more than just a visual imperfection. They have a significant negative impact on the quality and performance of the final product. Let’s explore why jetting is a critical concern:
Make Structural Weakness:
One of the primary issues with jetting is that it weakens the structural integrity of the molded component. The snake-like patterns left by jetting create weak points in the product, making it more susceptible to breakage or failure under stress.
Affecting Appearance:
The wavy, squiggly lines caused by jetting are easily visible on the product’s surface. These aesthetic flaws diminish the overall quality and appearance of the item. For products that rely on visual appeal, such as consumer goods or electronics, jetting is a serious drawback.
To better understand the impact of jetting on product quality, take a look at the visual below:

What Leads to Injection Molding Jetting Defects?
In a proper mold design and controlled material flow, the molten material enters the mold and contact with the mold cavity walls. As it fills the mold, this molten material in contact with the walls begins to cool, while simultaneously more material flows in. This mold filling ensures a consistent and even formation of the product.
In contrast, jetting defects occur when the material does not follow this ideal flow pattern. There are different factors that lead to the event of this jetting defect occurring.
Jetting Due to Mold Design
- Small Gate Size: When the gate size is too small, it restricts the flow of molten material into the mold cavity, leading to jetting defects.
- Improper Gate Location: The placement of the gate is critical. An improper gate location can result in uncontrolled material flow, causing turbulence and jetting.
- Small Runner Diameter: A narrow runner diameter can hinder the smooth flow of material, increasing the likelihood of jetting.
- Small Nozzle Size: The nozzle through which the material is injected into the mold should be appropriately sized. If it’s too small, it may cause injection molding jetting.

Jetting Due to Molding Process
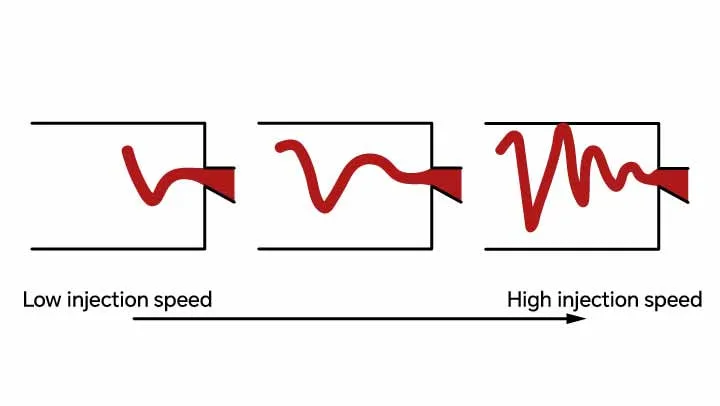
- Fast Injection Speed: High injection speeds can cause turbulence and air entrapment in the mold cavity, resulting in jetting defects.
- Low Holding Pressure: Inadequate holding pressure may not properly compress the material in the mold, leading to jetting issues.
Jetting Due to Material Selection
- High Material Viscosity: Materials with high viscosity do not flow smoothly, increasing the risk of jetting defects.




