
The injection machine nozzle is a critical component in plastic injection molding and rubber injection molding, directly influencing part quality, production efficiency, and material usage. Specifically, injection molding nozzle tips regulate the flow of molten plastic into the mold, requiring precise design and maintenance to ensure consistent performance. This article examines the role of nozzles in injection moulding, details three primary injection molding nozzle tip types, and addresses key considerations such as sprue bushing compatibility, replacement procedures, and troubleshooting.
Role of Nozzle Tips in Injection Molding
The nozzle in injection moulding connects the machine’s barrel to the mold’s sprue bushing, controlling the flow, pressure, and temperature of molten plastic. The plastic injection molding nozzle ensures accurate delivery of material into the mold cavity, which is essential for producing defect-free parts. Key functions include:
- Flow Regulation: Maintains consistent material delivery to prevent short shots or overpacking.
- Pressure Control: Balances injection pressure to avoid flash or incomplete fills.
- Temperature Stability: Prevents premature cooling or overheating, critical for resins like ABS or polycarbonate.
The properly plastic injection nozzle ensures the material flows at the right pressure, temperature, and speed to fill the mold accurately. A well-designed injection molding nozzle tip prevents defects like short shots or flash, reduces material waste, and keeps cycle times tight.
Types of Nozzle Tips in Injection Molding
Among the types of nozzles in injection molding, three designs are widely used due to their versatility and performance: General Purpose, Reverse Taper, and Free Flow. Each addresses specific molding requirements.
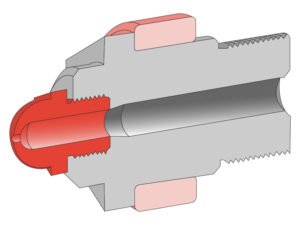
1. General Purpose Nozzle
The General Purpose Nozzle is a standard choice for many types of nozzle in injection moulding, compatible with common resins such as polyethylene (PE) and polystyrene (PS). Its simple geometry supports a broad range of applications, and its affordability makes it prevalent in general molding operations.
However, its design can retain small amounts of resin in low-flow areas, potentially causing degradation with heat-sensitive materials. For straightforward molding tasks, this plastic injection nozzle performs reliably, but specialized resins may require alternative designs.
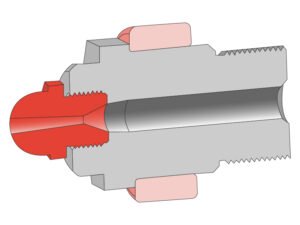
2. Reverse Taper Nozzle
The Reverse Taper Nozzle is engineered for molds with thicker sections or high-viscosity resins, such as PMMA or PVC. Its inward-tapered geometry delays material solidification at the sprue, ensuring consistent flow into complex or heavy-gated molds.
This injection molding nozzle tip reduces defects like sink marks in larger parts. However, it requires precise temperature control to avoid excessive flow with low-viscosity resins, which could lead to material leakage.
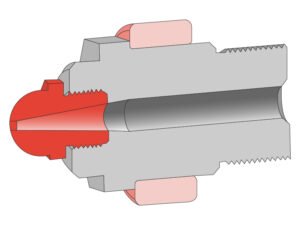
3. Free Flow Nozzle
The Free Flow Nozzle is optimized for high-flow resins like polypropylene (PP) or ABS, commonly used in fast-cycle production. Its open structure minimizes resistance, reducing shear stress and maintaining stable flow rates.
While effective for high-throughput molding, this nozzle in injection moulding may not provide precise flow shut-off in intricate molds. It remains a practical choice for applications prioritizing efficiency and consistency.
Although mixing nozzles for injection molding are available to enhance additive dispersion, they are less common in standard setups. For applications requiring uniform color or filler distribution, a dedicated injection molding mixing nozzle may be considered to optimize material usage.
Sprue Bushing Mismatch Issues
A critical issue in injection molding nozzle tips arises when the tip’s radius does not match the sprue bushing, affecting sealing and flow.
- Larger Nozzle Tip Radius: If the injection machine nozzle radius exceeds the sprue bushing’s (e.g., 19 mm vs. 12.7 mm), incomplete contact results in material leakage during injection. This leads to flash, wasted resin, or potential damage to the bushing surface, requiring repair or replacement.
- Smaller Nozzle Tip Radius: A plastic injection molding nozzle with a smaller radius creates uneven pressure at the interface, causing inconsistent material flow. This can result in sprue sticking, gate blockages, or accelerated wear on both components.
To prevent these issues, verify the radius of the injection molding nozzle tip against the sprue bushing during setup or replacement. Precise measurements using a caliper ensure compatibility. Regular inspection of bushing condition also mitigates risks from wear or misalignment.
Replacing a Nozzle Tip
Proper replacement of an injection machine nozzle is essential to maintain process reliability. The following steps outline a standard procedure for changing injection molding nozzle tips:
- Machine Shutdown: Deactivate the molding machine and allow the barrel to cool to approximately 100°C to ensure safe handling.
- Purge Residual Material: Clear the barrel of remaining resin using a purging compound to avoid contamination in the new plastic injection nozzle.
- Remove Existing Tip: Loosen the current nozzle in injection moulding with a wrench, inspecting for thread wear or resin buildup. Clean the barrel end if necessary.
- Check Sprue Bushing: Examine the bushing for damage, wear, or radius mismatch, as these affect the new injection molding nozzle tip performance.
- Install New Tip: Thread the replacement plastic injection molding nozzle by hand to avoid misalignment, then apply manufacturer-specified torque (e.g., 50–75 ft-lbs).
- Verify Alignment: Heat the barrel, engage the nozzle, and monitor for leaks or flow issues during initial cycles.
- Test Production: Run several test shots to confirm consistent filling and part quality.
Using a nozzle filter injection molding system during changeovers can reduce the risk of clogs, particularly with resins prone to impurities. Routine cleaning of the injection molding nozzle tip every 500–1000 cycles extends its service life.
Troubleshooting Nozzle Tip Issues
Issues with injection molding nozzle tips can disrupt production. Common problems and solutions include:
- Material Leakage: Often caused by sprue bushing mismatch or damaged threads. Confirm radius compatibility and replace worn nozzles in injection moulding.
- Excessive Flow or Dripping: Indicates an oversized orifice or high barrel temperature. Adjust temperature downward by 5–10°C or select a Free Flow plastic injection nozzle for better control.
- Blockages: Resin degradation or contaminants can clog the injection machine nozzle. Regular purging or a nozzle filter injection molding system prevents buildup.
- Inconsistent Material Delivery: May result from improper orifice sizing. Adjust the injection molding nozzle tip to match resin viscosity or mold requirements.
For applications involving additives, a mixing nozzle for injection molding can improve dispersion, though it requires careful calibration to avoid flow disruptions.
Conclusion
The injection machine nozzle and its injection molding nozzle tips are vital for consistent plastic injection molding. Selecting suitable types of nozzles in injection molding—General Purpose, Reverse Taper, or Free Flow—and ensuring sprue bushing compatibility enhances efficiency and part quality. Regular maintenance and precise nozzle in injection moulding replacement minimize defects. Verify plastic injection molding nozzle alignment and consider a nozzle filter injection molding system to optimize performance.



